
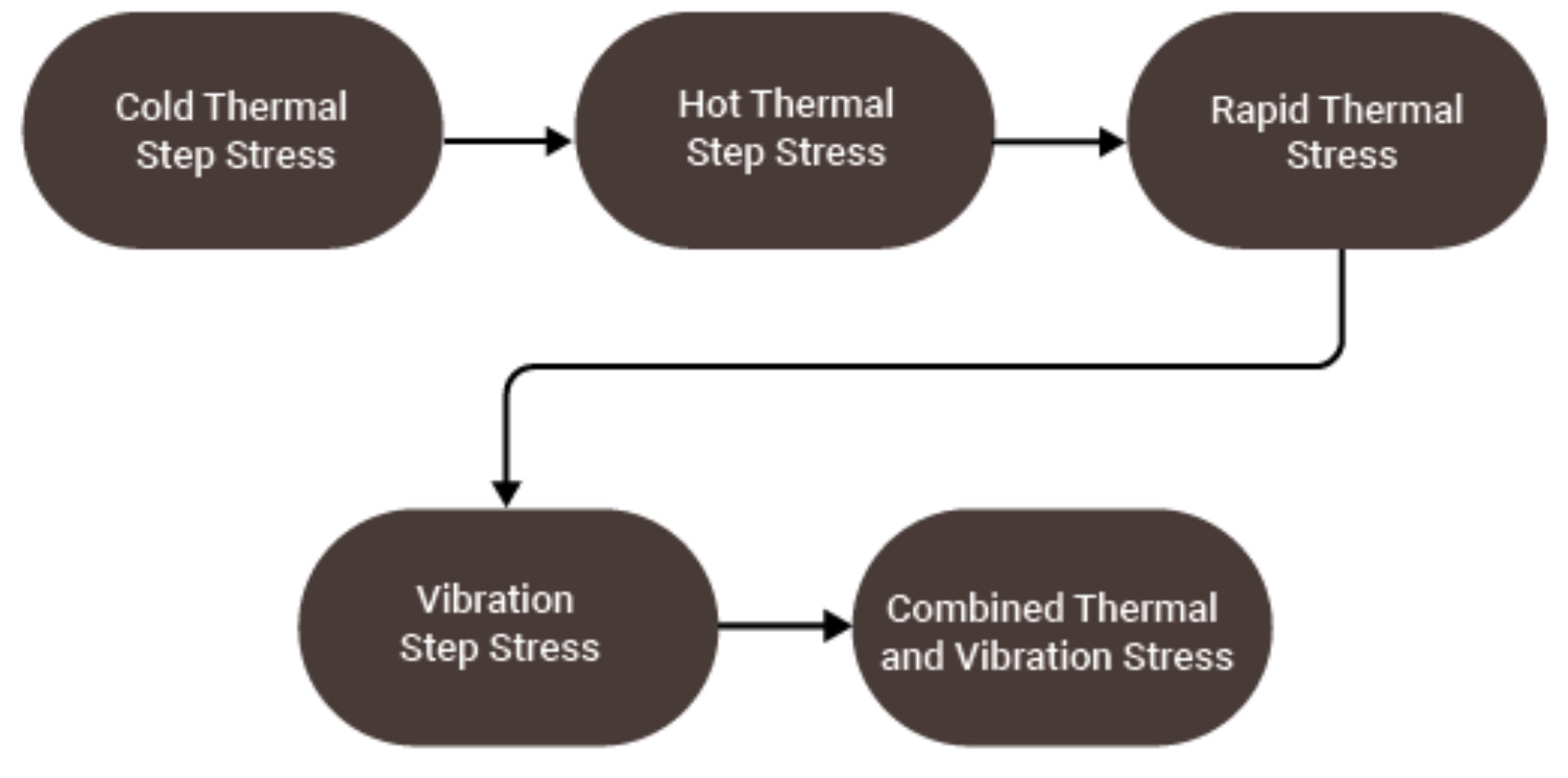
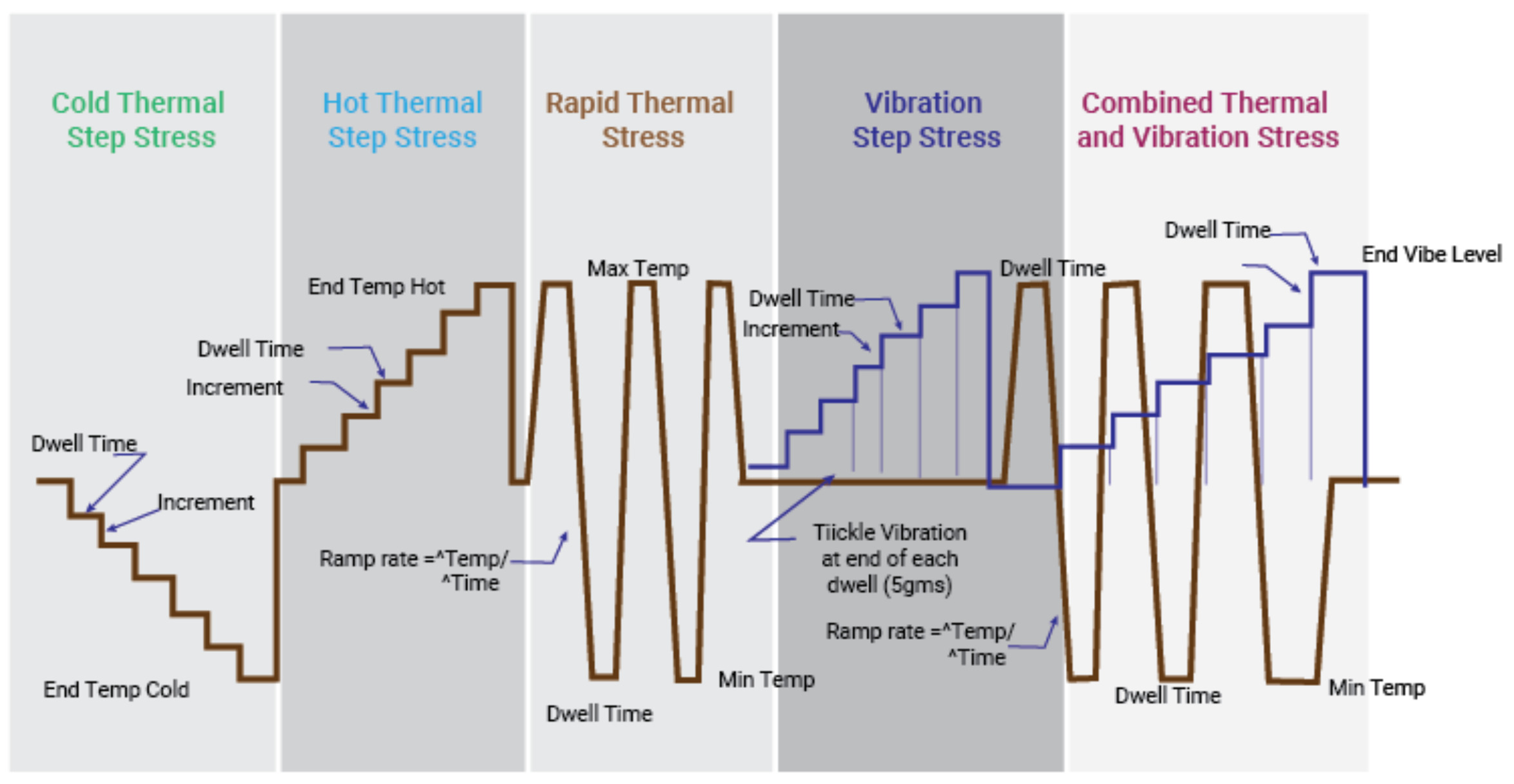
Low/Cold Temperature Step Stress
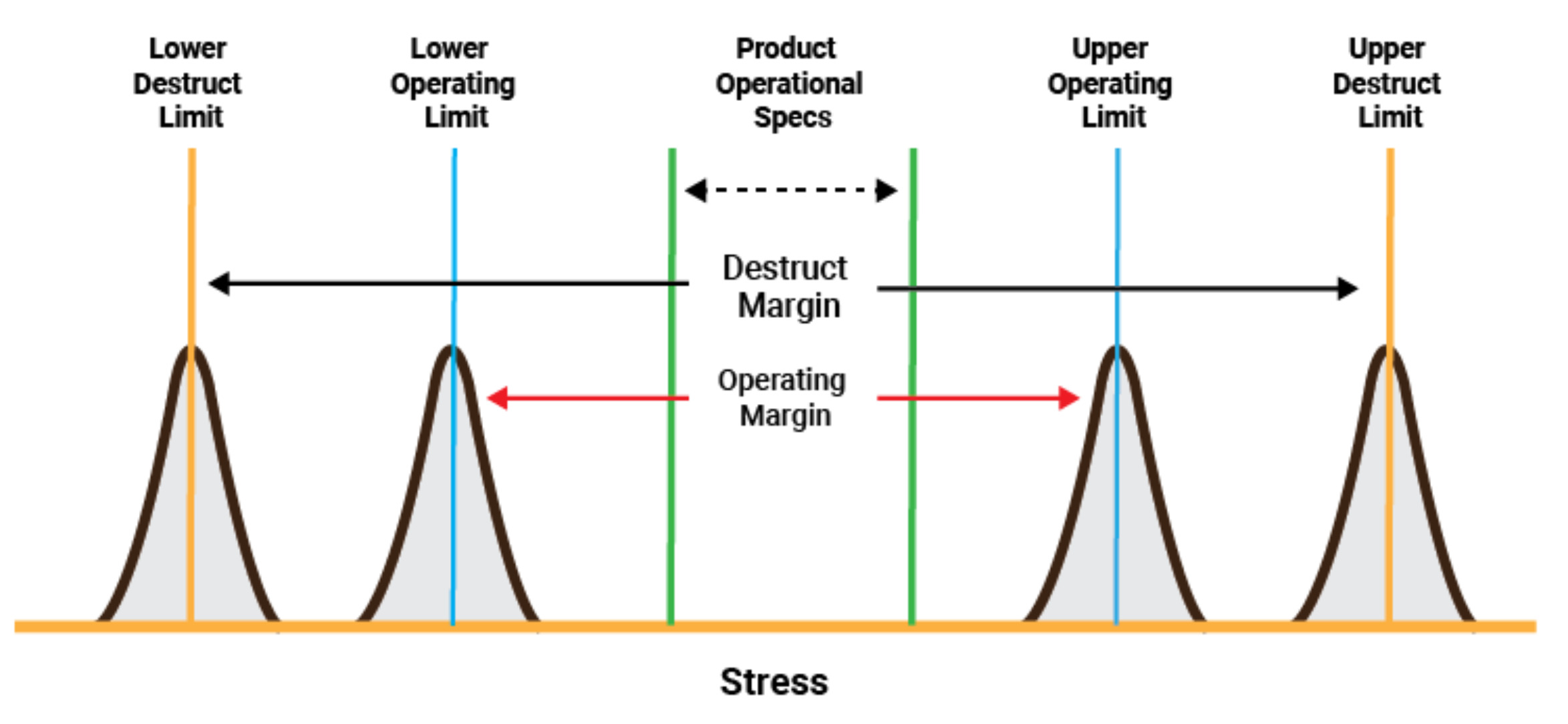
- To expose the product in decreasing temperature by ~10°C steps for dwell-time of ~10-15 minutes at each step this cycle repeats until the product begins to perform abnormally. Record its first abnormality labeled as LOL(Lower operating limit) to take corrective action for further analysis. Still to decrease stress until the product returns to normal operation after reducing the stress, record it as LDL(Lower Destruct Limit) for further analysis.
High/Hot Temperature Step Stress
- To expose the product in increasing temperature by ~10°C steps for dwell-time of ~10-15 minutes at each step this cycle repeats until the product begins to perform abnormally. Record its first abnormality labeled as UOL(Upper operating limit) to take corrective action for further analysis. Still to increase stress until the product returns to normal operation after reducing the stress, record it as UDL(Upper Destruct Limit) for further analysis.
Rapid Thermal Cycling
- Further in temperature evaluation, rapid thermal stress is applied to the product based on thermal operational limits found during step stressing. The ramp rate temperature change is set to maximum possible value dwelled for ~10 minutes to achieve thermal stabilization while executing test diagnostics. At least five such thermal transition cycles are applied to uncover any weaknesses related to thermal rate/range. Lastly, return the HALT chamber to 20°C (room temperature) & retest to verify no product performance degradation.
Vibration Step Stress
- To stress with Vibration parameter, Vibration Step Stress is useful once product is securely fastened to a vibration table using some-kind of mechanical fixture (to simulate same as the actual mounting/orientation/installed position/condition) at temperature set to 20°C (room temperature). To start with 5/10 Grms vibration level & increase it by 5/10 Grms (dwelled for ~10 minutes to run diagnostics) depending on product specifications & continue this process until UOL and UDL of vibration are obtained. Then, reduce stress to ambient normal conditions to take corrective action.
Combined Environment
- Combined stress is the final step in the HALT test process. Considering all previously applied stresses, the same rapid thermal transition profile is used. For vibration, each step will be equal to step-stress DL divided by five. Dwell time at each temperature limit is to set ~10 minutes & vibration to be constant for each rapid thermal transition cycle. Such five cycles of combined rapid thermal & vibration steps are useful for uncovering the additional defects.
Each of the above tests are conducted with a specific goal (i.e. examining material degradation in cold and hot environments, discovering mechanical issues & to better understand the potential electrical & mechanical issues against the desired performance).
However, power on/off cycling may not be appropriate for every product, sometimes it is applied at every temperature or vibration step to induce additional electrical stresses simultaneously. Such power cycles should be conducted quickly but with sufficient allowed time to generate any artificial excessive overloads & failure modes.
When a failure occurs during an ongoing Test Cycle/Profile, Test is immediately stopped to record/document failure’s stress level. After implementing a temporary “fix” it is tested continuously at higher levels of stress. This would be helpful to precipitate any type of latent & inherent defects in design, component level, or in manufacturing process. To accelerate parallel testing, typically 1 to 4 DUTs can be used simultaneously (if possible & practical enough considering DUT/Setup cost and size of the product). Also, few spare parts OR backup units (not under test) would be required to repair quickly as “temporary fix” to continue with testing soon unless non-repairable failure occurs.
HALT Test is considered as SUCCESS only when failures are produced, corrective action implementation after RCA to define actual expanded product limits. HALT readings & results are used to develop/finalize a HASS screening profile as a POST-Production process. HALT is not a Pass/Fail test, but helps to identify the weakest points in the design of a product and thus helps the product design to be improved to increase the reliability/life of the product.
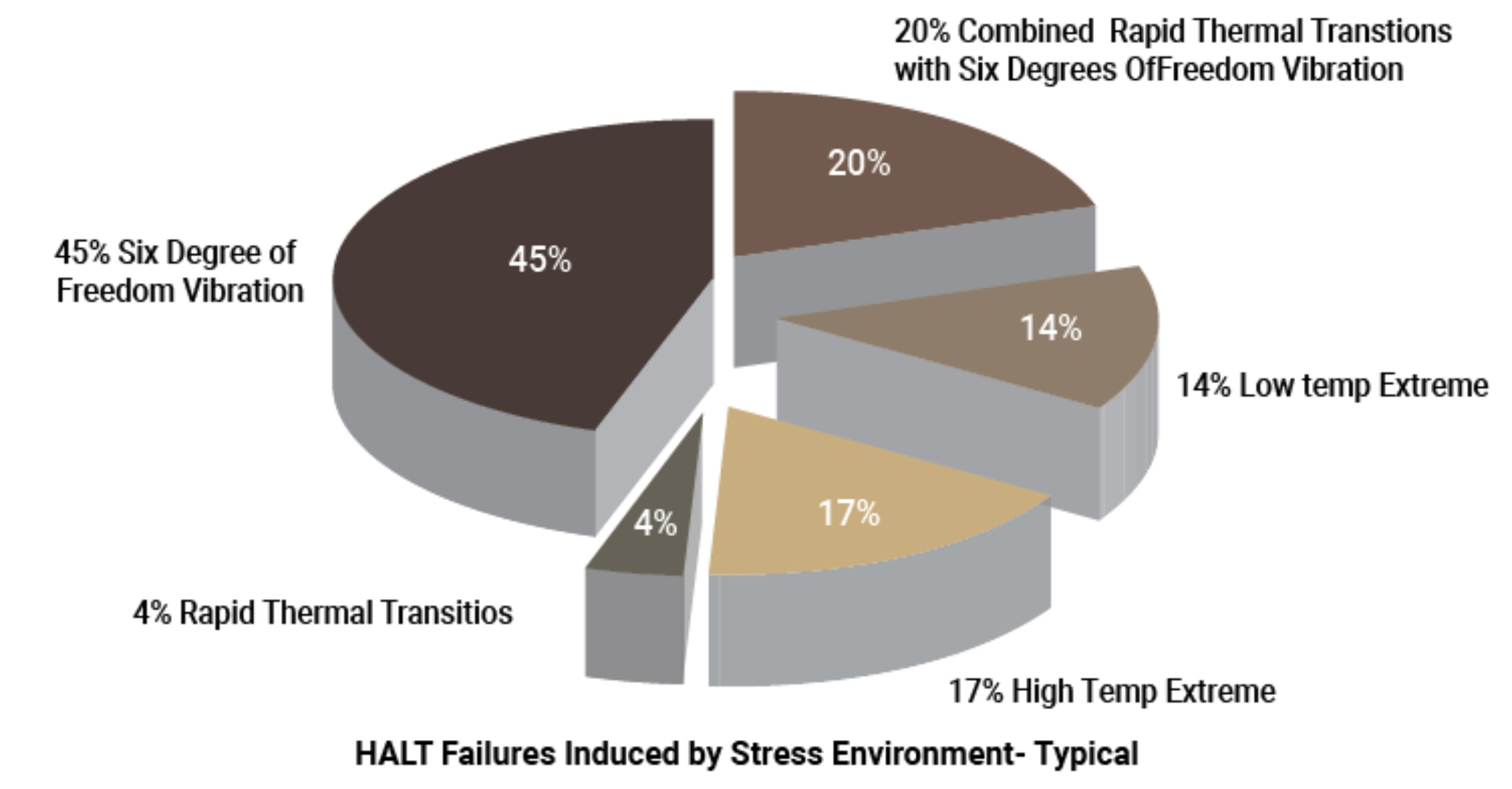
Below is a distribution of type of failures generally observed in typical products: